铸铁平板的外表质量要求都比一般零件要高些。取得镜面的机械加工办法有:去掉材料使用无切削方法(滚压加工)。去除材料加工方法有:磨削、研磨、抛光、电火花。无切削加工方法有:采用镜面工件或揉捏。表面质量好的零件会在很大程度上会对铸铁平板的上有很大的进步、耐蚀性和耐乏破损才能镜面是金属切削加工的理想高度,是进步机械部件使用寿命的有用手法。铸铁平板表面加工介质选择不当,零部件加工过程中使用的切削液等加工介质和清洗、防锈材料达不到工艺技术要求,或使用不正确,都会引起金属锈蚀。对铸铁平板加工车间要保持恒温、通风、干燥的环境;保持卫生清洁,防止灰尘的产生。对机器设备关键部位要做到每天涂刷防锈油。对暂不加工使用的铸铁平板要工作面的清洁、干燥,涂抹防锈油,覆盖防锈纸,好用内装干燥剂的密封罩将铸铁平板盖好,防止铸铁平板工作面的损伤。
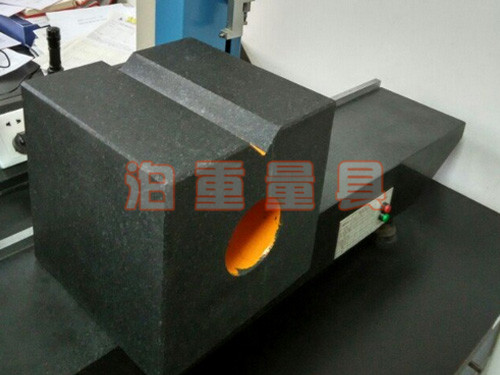
所划的轮廓线即为毛坯或工件的加工界限和依据,所划的基准点或线是毛坯或工件安装时的标记或校正线;借划线来检查毛坯或工件的尺寸和形状,并合理地分配各加工表面的余量,及早剔除不合格品,避免造成加工后的工件报废,因此对划线的要求是:尺寸、位置、线条清晰、冲眼均匀。划线精度一般在0.25mm~0.5mm之间,划线精度将直接关系到产品质量。根据图样的要求,用划线工具在毛坯或半成品工件上划出待加工部位的轮廓线或作为基准的点、线的操作称为划线。划线平板是划线的主要基准工具,其安放要平稳牢固,上面应保持水平。划线平台的平面各处要均匀使用,以免局部磨凹,其表面不准碰撞也不准敲击,且要经常保持清洁。划线平台长期不用时,应涂油防锈,并加盖保护罩。
铸件的网状毛刺也有的叫做网状痕迹、网状花纹、龟裂毛刺。检验平台铸件的网状毛刺缺陷是因为铸铁检验平台模具型腔表面产生热疲劳而形成的检验平台铸件表面上的网状凸起痕迹和金属刺。机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度。镜面--是机械切削加工后粗糙度的传统代名词,能明晰的看到影子里影像的金属外表,不管用何种金属加工办法加工,在零件外表总会留下微细的凸凹不平的刀痕,呈现交织崎岖的峰谷表象,粗加工后的外表用肉眼就能看到,精加工后铸铁平板的外表用放大镜或显微镜仍能观察到,这就是零件加工后的表面粗糙度,过去称为表面光洁度。
分析铸铁检测平台铸件的为什么会粗糙?
1、检测平台模具型腔表面龟裂造成的痕迹,内浇口区域附近的热传导集中,摩擦阻力大,经受熔融金属的冲蚀强,冷热交变剧,易产生热裂,使检验平台铸件形成龟裂。
2、检验平台模具材料不当或检验平台铸件热处理工艺不正确。
3、铸铁检验平台模具冷热温差变化大。
4、合金液浇注温度过高,检验平台模具预热不够。
5、检验平台模具型腔表面粗糙度Ra太大。
6、金属流速过高及正面冲刷铸铁检测平台型壁。
铸铁平板变形的原因,有可能是平板在翻砂后,没有好好的进行内应力的退火、时效。也有可能是在使用时,铸铁平板没有垫平,使得铸铁平板的四角的受力不均匀而造成了平台平板的变形。解决的办法是对检验平板重新进行时效处理,尽量使铸件结构合理外,并尽量使铸造应力小一点。有时在制造模样时采用反变形措施加以控制和调整。铸造残余应力常用自然时效和人工时效方法。检验平板的内应力;把变形的平板重新加工,使铸铁平板的恢复到原先的精度;在平板的使用过程中,要把平板的四个角垫平,使四个角的受力均匀,防止铸铁平板再次变形。